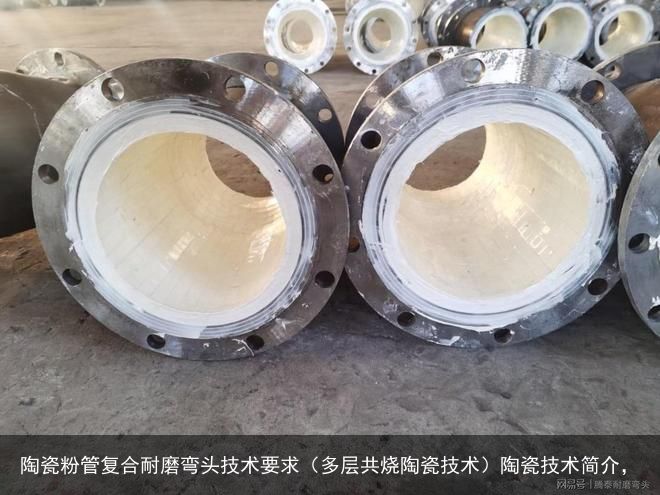
陶瓷粉管复合耐磨弯头技术要求(多层共烧陶瓷技术)陶瓷技术简介,
一、陶瓷粉管复合耐磨弯头13784738960陶瓷及陶瓷胶要求
1、采用具有高素坯密度、密度分布均匀的烧结氧化铝陶瓷。
2、氧化铝陶瓷应具有抗磨性能强,耐热耐蚀性能好。
3、氧化铝陶瓷及粘接剂性能指标

陶瓷粉管复合耐磨弯头技术要求
二、 陶瓷弯头(管)技术要求
1、耐磨弯头壳体采用圆角光滑过渡型式,内衬互锁结构陶瓷块,陶瓷型式:互锁式凸凹镶嵌防脱落型陶瓷贴片,陶瓷片厚度≥10mm,瓷片侧面公母槽相配合达到互锁效果,陶瓷每片间隙≤0.2mm。

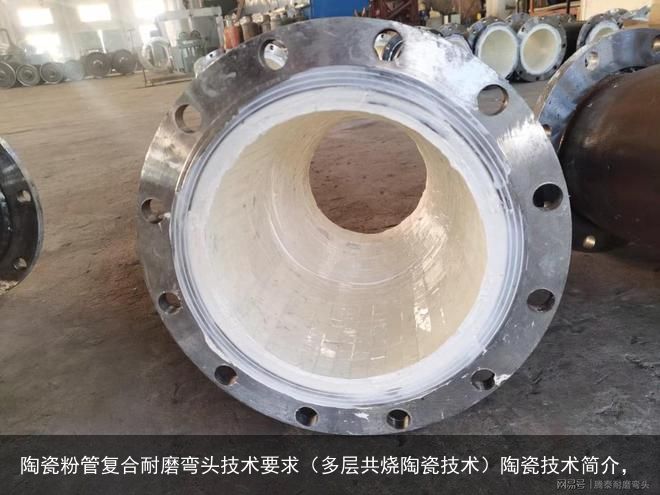
陶瓷粉管复合耐磨弯头
2、耐磨弯头成品后,其表面应光滑平整,无凸凹不平处,相邻两陶瓷片高低差小于0.2mm。
3、陶瓷片需机械加工无缝拼接为面接触,弯头拼焊处不得有缺漏陶瓷情况,严禁以胶泥或涂料等遮盖填充缝隙。
4、陶瓷机械性能
5、耐磨弯头出厂前,应对每一件陶瓷管进行密封测试。
6、粉管采用手工电弧焊接,应对管道焊接面进行焊接工艺处理,并按要求打好45°坡口,以保证现场安装时焊接强度及工艺要求。
7、耐磨弯头所有焊道应进行工厂检验,确保无毛刺、气孔或气泡、粘砂、裂纹、重皮、砂眼等缺陷。焊接管道焊缝均匀不得有裂纹、夹渣、咬边、焊瘤、烧穿、弧坑等缺陷,焊区无飞溅残留物,涂漆(颜色:灰色)应均匀一致,并需明显标出介质流向。
8、耐磨弯头角度允许偏差±0.5°,粉管、弯头截面圆度公差不大于2%。
9、耐磨弯头凡需要油漆的所有部件,在油漆前必须对金属表面按有关技术规定进行清洁处理。出厂前彻底除锈,涂刷二道耐高温防锈底漆,均在供货方厂内完成,油漆均使用国内优质、品牌油漆。 打赏
 支付宝扫一扫
支付宝扫一扫 微信扫一扫
微信扫一扫